
发布时间:2023-01-18
正规网投实体平台开户微信-13399872✅腾龙-官网 TL3787·com✅-【现场同步在线】三合一✅博源-官网 by9394·cc 邀请码88868✅【AG-BG-PG-MG-体育-等百种玩法上线】公司直属开户高待遇【上下分快大额无忧】资金安全公平公正公开【全程透明】
老街腾龙公司成立近二十年来一直有着不错的口碑和信誉度,知名度也是网上众所皆知,安全方面也是得到了广大网友们的认可的大家都知道喜欢玩就要选择真人在线实体老平台,因为老平台经济实力雄厚信誉度好。
老街腾龙yu乐手机app可以通过以下步骤进行下载:
1· 访问官网或应用商店:
打开老街腾龙 TL3787·com 有限公司的官方网站。
或者前往苹果应用商店或安卓应用市场进行搜索和下载。
2·下载安装:
在官方网站找到下载链接【下载app专用网址-www·tl3787·com】点击下载并安装。
如果在应用商店搜索,找到老街腾龙 app后点击“安装”按钮进行下载。
3·注册账户:TL3787·com
打开下载好的app,点击“注册”按钮。
填写基本信息,如用户名,密码,邮箱地址,手机号码等。
阅读并同意《用户协议》和《隐私政策》后,点击“提交”完成注册。
系统会发送验证邮件到注册邮箱,点击验证链接完成账户激活。
4·注意事项:
确保从官方网站或正规应用商店下载app,以避免安装恶意软件。
在安装过程中,系统可能会要求授予一些权限,请仔细查看并确认这些权限是否合理。
注册时填写的信息要准确无误,以便后续接收重要通知和进行交易。
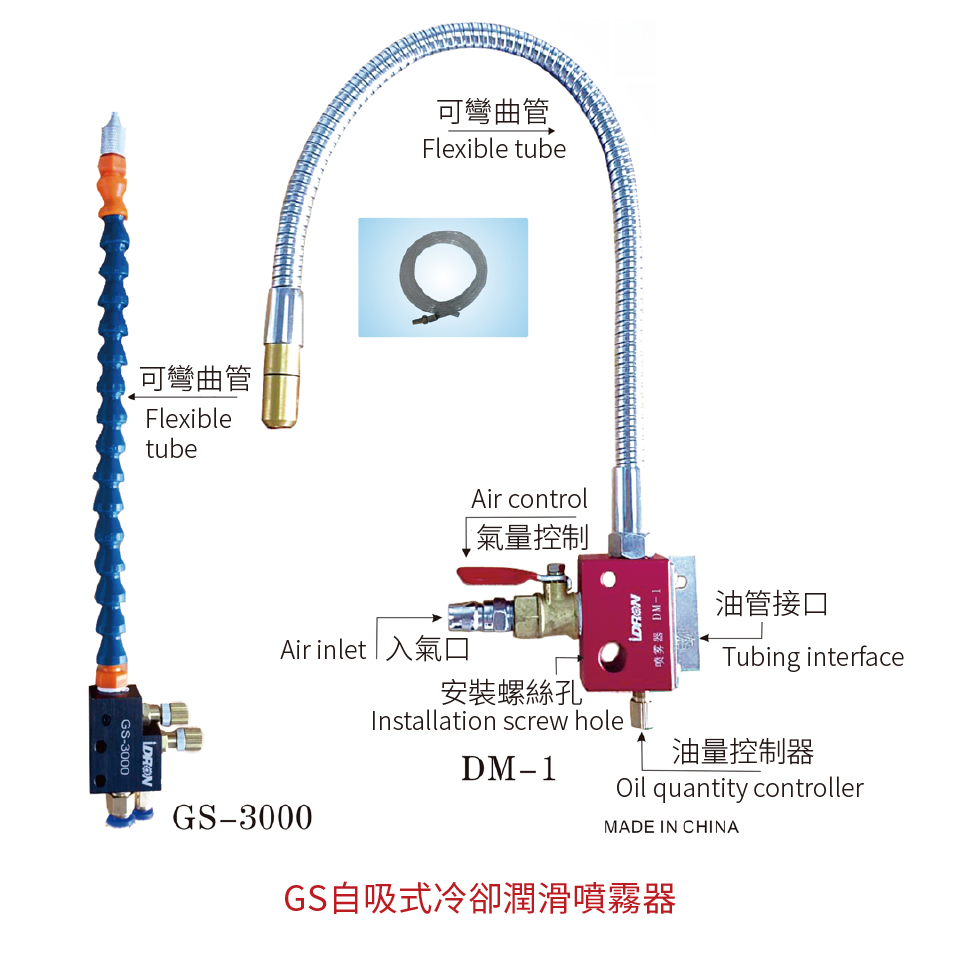
微量润滑Minimal Quantity Lubrication(MQL)是指在不需要冷却液的情况下,润滑系统通过压缩空气把非常少量的油液进行雾化,从而对润滑点的润滑处理的一种润滑方式。这一工艺最好用于锯切、切割和钻孔。在这一过程中所使用的润滑油为无毒环保,可降解的润滑剂很少矿物成分,大大减少了有害油气混合物等排放。


 在线咨询
在线咨询 二维码
二维码 热线电话
热线电话
